What Causes Variations in Output?
Literally anything – and that’s the problem SPC charts solve.
If you have a manufacturing assembly line creating an output of 5 finished products per hour and then suddenly only 3 finished products are produced per hour, you know something is definitely wrong. The cause of the problem can be anything from a worn-down mechanical part to improper setup to an unnoticeable temperature fluctuation.
That’s why SPC charts are so beneficial – they are the first line of defense for your quality control even when you have no idea that there’s any variation in the first place.
Some defects in finished products may not be visible to the naked eye, or products may look fine but fail in testing.
The only way to see whether defects are due to worker error or faulty machinery or something else entirely is by collecting quantitative data through statistical process control.
Common vs. Special Variations
Common variations are ones that are expected to occur within the confines of the experiment or process. Common causes are non-assignable variations, in that they are not due to anything out of the norm.
For this reason, it is often difficult to tease out all common variations. Many occur due to regular life occurrences that cannot be solved.
For example, a common variation for a process would be a slight delay in time for a completed task. Perhaps the employee assigned the task is new, and requires an extra hour to complete it, or perhaps the paperwork was backlogged because of a printer error, pushing the job down the queue.
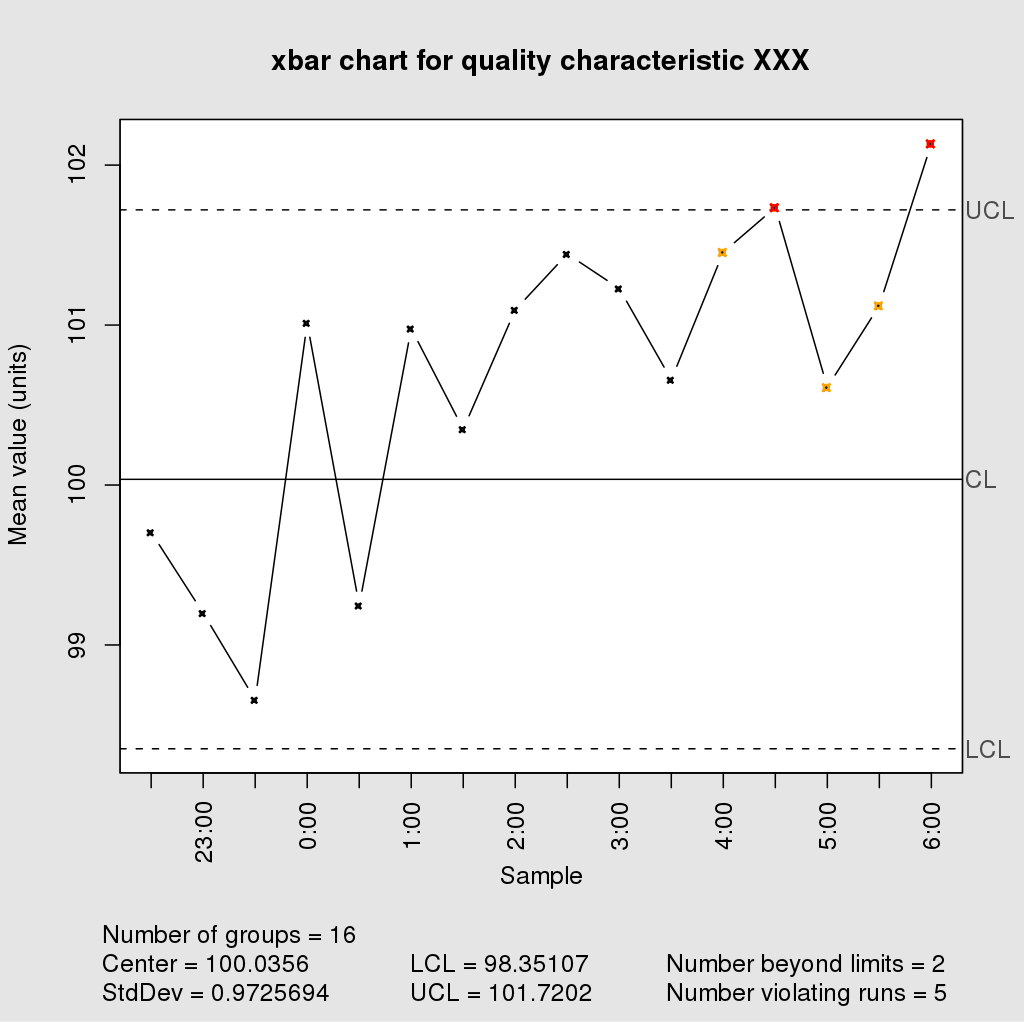
Special variations are ones that occur out of specific deviations from the norm. Special causes are assignable to errors or machine malfunctions that can be plotted as a deviation on an SPC chart.
For example, a special variation for a process would be if a newspaper printing press had a feed error and the stamp printed the front page’s content half on, half off the paper. This special variation is assignable to the feeder malfunction.