Quelles sont les causes des variations de production ?
Littéralement n'importe quoi - et c'est le problème que les diagrammes SPC résolvent.
Si une chaîne de montage crée une production de 5 produits finis par heure et que, soudainement, seuls 3 produits finis sont produits par heure, vous savez que quelque chose ne va pas. La cause du problème peut aller d'une pièce mécanique usée à une mauvaise configuration, en passant par une fluctuation de température imperceptible.
C'est pourquoi les diagrammes SPC sont si utiles : ils constituent la première ligne de défense de votre contrôle de la qualité, même lorsque vous n'avez aucune idée de l'existence d'une variation.
Certains défauts dans les produits finis peuvent ne pas être visibles à l'œil nu, ou les produits peuvent sembler parfaits mais échouer lors des tests.
Le seul moyen de savoir si les défauts sont dus à une erreur du travailleur, à une machine défectueuse ou à tout autre chose est de collecter des données quantitatives par le biais du contrôle statistique des processus.
Variations communes et variations spéciales
Les variations courantes sont celles qui sont censées se produire dans les limites de l'expérience ou du processus. Les causes communes sont des variations non attribuables, en ce sens qu'elles ne sont pas dues à quelque chose d'inhabituel.
C'est pourquoi il est souvent difficile d'identifier toutes les variations communes. Nombre d'entre elles sont dues à des événements de la vie courante qui ne peuvent être résolus.
*Par exemple, une variation courante d'un processus serait un léger retard dans la réalisation d'une tâche. Il se peut que l'employé chargé de la tâche soit nouveau et qu'il ait besoin d'une heure supplémentaire pour l'accomplir, ou que la paperasserie ait été retardée à cause d'une erreur d'impression, ce qui a fait descendre le travail dans la file d'attente.
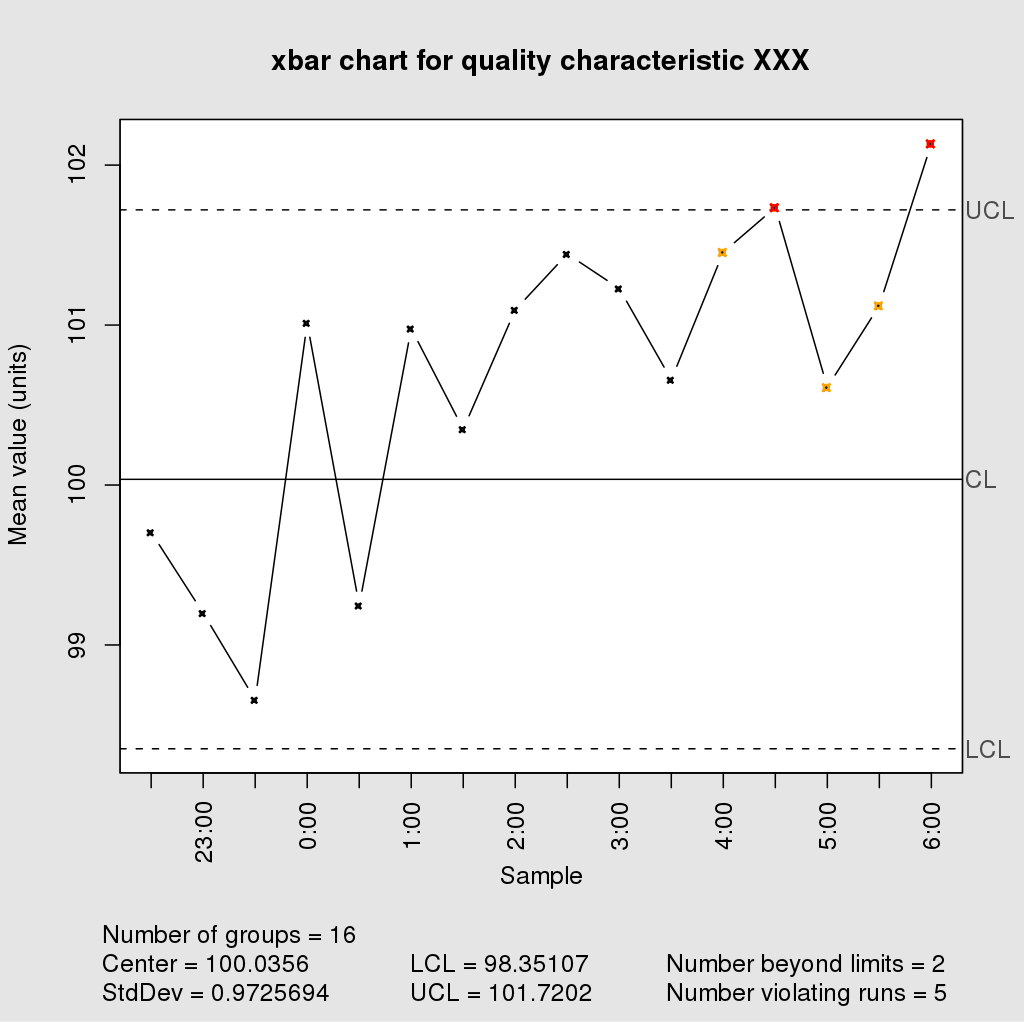
Les variations spéciales sont celles qui résultent d'écarts spécifiques par rapport à la norme. Les causes spéciales sont attribuables à des erreurs ou à des dysfonctionnements de machines qui peuvent être représentées sous la forme d'un écart sur un graphique SPC.
*Par exemple, une variation spéciale d'un processus se produirait si une presse à journaux avait une erreur d'alimentation et que le tampon imprimait le contenu de la première page à moitié sur le papier et à moitié hors du papier. Cette variation spéciale peut être attribuée au dysfonctionnement de l'alimentation.